
语言
 阿拉伯语
阿拉伯语
 俄语
俄语
 葡萄牙语
葡萄牙语
 日语
日语
 西班牙语
西班牙语
正交试验法在冲压件质量改进中的应用研究(二)
May 17, 2022
免责声明:本文援引自网络或其他媒体,与扬锻官网无关。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。
转发自:视界
(同济大学汽车学院,上海 200092)
拉延决定着产品平直、制造节拍及制造运营费用。
拉延工序设计过程中,要全面权衡拉延角度、材料规格、压边圈等要素的干扰,工艺补充面参数多,如工艺规划、设备冲次、拉延力、材料性能指标、清洗机油量等。
根据经验,上述因素对零件品质的影响程度和方向存在差异,同时,各因素内部亦存在复杂的关系。
如,拉延力和清洗机油量的改变均会导致门铰链区域的材料厚度变化,上述波动有时发生累积作用,有时亦会发生中和作用[1]。
受限于客观条件及成本,本文对冲压制造时可监控的指标数据的3个要素展开研究:摩擦因数(即匹配制造时挤干辊压力)、压边力和压边圈行程。
根据以往经验,这3个参数是导致零件开裂的重点要素。
同时,根据之前冲压制造过程的调试记录,上述3个要素亦是左前门内板门铰链处变薄率异常的最主要原因。
3.2 作用因素定义
采用 3 因素 3 水平正交试验,即c=3、t=3,最低行数要求为:量问题有开裂、叠料、成型不充分、拉延棱、划伤等。
目前汽车外板零件拉延成形步骤的仿真已可用于制造指导,绝大多数工艺和成型问题均能够经过料片成形仿真得以预估和处理。
在软件中设置压边圈行程与压边力分别为 180 mm、19 kN,再使用软件进行修正确认,拉延设置结束时与后续各工序对应关联关系如图7所示。

图7 拉延设置结束时与后续各工序的对应关联
3 正交试验和结果
3.1 试验方针和参数左前门内板门铰链处减薄暗伤的影响因素颇
3.2.1 摩擦因数
摩擦因数较高常引起材料拉延起始流动不畅,出现裂纹;摩擦因数较低则导致走料阻力太低,冲压时可能出现褶皱甚至产品塑性变形不完整。
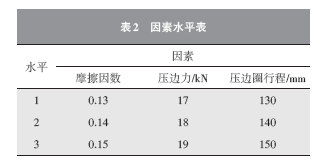
摩擦因数决定了产品拉延质量,汽车零件前期研发一般定义摩擦因数为0.13~0.15。
3.2.2 压边力
设置压边力的目的是有效监控材料在冲压成型时的流动,防止产品出现皱褶[2]。
压边力对拉延成形的影响不能粗略地归纳为降低引起零件皱褶、升高引起零件开裂,压边力偶然波动将使产品定义更是重中之重。
拉延工序通常出现的成型质n=c·(t-1)+1 (1)运算结果为7,根据正交试验要求最低应该采用 9 行。
本文正交表采用 L9(34)来建立,详细因素选择如表2所示。
出现繁琐的系列反应,如:因为压边力的降低,导致拉延早期材料流动不畅,反而出现裂纹(准确说是撕裂);压边力过高,拉延开始后立即导致压边圈附近材料出现裂纹,进一步拉延时材料开裂部分进入型面区域,引起零件褶皱。
3.2.3 压边圈行程
压边圈行程是控制拉延进程的重要参数,决定了板料拉延的开始时间,直接影响零件的成形,一般根据 CAE 分析的结果来设定。
设置此参数时应保证压边圈将板料托起,板料略高于凸模的最高点,防止板料未张紧状态下提前与凸模接触,影响拉延质量,同时也不能过高,以防板料下荡触碰凸模。
在实际调试过程中,可能需根据零件的质量状态进行微调以控制板料接触凸模的时间[3]。
3.3 试验结果
由表 3 可知,序号为 1 的组合门铰链处的减薄率最低,为17.1%。
3.4 试验结果分析
试验后,可选择极差分析法及方差分析法进行研究。
水平效应Ⅰ、Ⅱ、Ⅲ各自匹配因子的预估数据
4 结论
本文运用正交试验法对摩擦因数、压边力、压边圈行程等工艺参数对左前门内板门铰链处减薄率展开系统研究,获得参数的最佳组合是摩擦因数0.13、压边力17 kN、压边圈行程130 mm,获得的减薄率为 17.1%。
本文的研究方法可为汽车冲压零件外观缺陷问题提供解决思路。
参考文献:
[2] 廖仲伍. 铝合金汽车车门冲压成形工艺研究[D]. 武汉: 湖北工业大学, 2017.
[3] 姚海波, 王立然. 冲模压边圈力源对模具结构设计的影响[J]. 模具制造, 2017(9): 6-8. AT
相关新闻

October 26, 2016
The Most Successful Engineering Contractor
May 29, 2022
冲压件生产中料屑问题分析与改进(二)
May 20, 2022
基于数值模拟的冲压件板坯形状与尺寸优化(二)
May 20, 2022
基于数值模拟的冲压件板坯形状与尺寸优化(一)
May 17, 2022
正交试验法在冲压件质量改进中的应用研究(一)
May 16, 2022
冷轧薄板冲压件成型影响因素及实例分析(二)
May 16, 2022
冷轧薄板冲压件成型影响因素及实例分析(一)联系方式
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.